




VMC850B CNC makîneya Milling, navenda makîneya vertical
Taybetmendiyên Hilberê
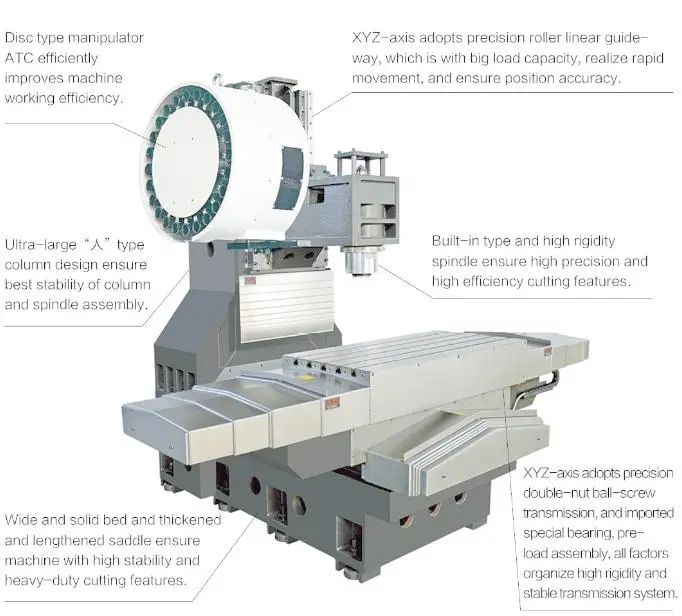



1.Overall instruction
Ev makînek bi çarçoveyek çarçoveyek vertical hatî çêkirin. Stûn li ser laşê makîneyê tê siwar kirin, qutiya spindle li ser stûnê diqelişe ku tevgera eksa Z pêk tîne, zincîra li ser laşê makîneyê ku tevgera eksa Y çêdike, Tabloya xebatê li ser sêlê ku tevgera eksê X pêk tîne diherike. Sê ax hemî rêgezek xêzkirî ne ku bi leza xwarina zêde û rastbûna bilindtir in. Em ji bo laşê makîneyê, stûn, zincîra, maseya xebatê, qutiya spindle ya bi teknolojiya xweya rezînê û dermankirina pîrbûnê 2 qatî ji bo laşê makîneyê, stûn, zincîra, maseya xebatê, û dermankirina pîrbûnê 2 caran bikar tînin da ku stresa bermayî ya navxweyî ya materyalê ji holê rakin. Van parçeyan hemî ji hêla nermalava SolidWorks ve têne xweşbîn kirin, ku ne tenê ji bo van parçeyan lê makîneyê hişkbûn û aramiyê pir çêtir dike. Di heman demê de ew ê deformasyon û vibrasyona ku ji ber birînê çêdibe rê bigire. Parçeyên girîng hemî ji marqeya navdar a cîhanê têne derxistin da ku makîneyê bi aramî û domdariya bilindtir çêbikin. Ev makîneyê dikare pêvajoya rijandin, sondajê, reaming, borandin, reaming, lêdan bigihîje û bi gelemperî ji bo Leşkerî, maden, otomotîv, qalib, amûrkirin û pîşesaziyên din ên hilberîna mekanîkî were bikar anîn. Ew dikare ji bo her cûre modelên pêvajoyek rastîn û pir pêvajoyê were bikar anîn. Ew ji bo hilberîna piçûk û navîn, pir-cûrbecûr baş e, di heman demê de ew dikare têxe xeta hilberîna otomatîk.
2.Sîstema sê eksê
Sê ax hemî rêgezek xêzkirî ne û bi sêwirana paşîn a mezin ji bo rastbûna domdar in. Motorên 3 eksê rasterast bi pêlava topê ya rasteqîn a bilind ve bi hevgirêdanek maqûl a valahiyê ve girêdayî ne. Her tûpek ji 3 axînek ji pêça topê ya rastgir a pêwendiya goşeyî û hêlînên profesyonel ên lihevhatî têne derxistin, di heman demê de em ê ji bo rastbûn û rastbûna bilindtir tansiyonê bikin. Servo-motora axis-Z xwedan fonksiyonek frenê ya otomatîk e. Di bûyera têkçûna hêzê de, frena motorê bixweber dikare ji hêla frenê ve were girtin da ku pêşî li zivirîna wê bigire, ku di parastina ewlehiyê de rolek dilîze.
3.Spindle yekîneya
Spindle ji hêla hilberînerê profesyonel ve tête hilberandin da ku rast û hişkiya bilind piştrast bike. Hilgirtina Spindle ji marqeya hilgirên rastbûna bilind a navdar a cîhanê ye, û li ser şert û mercên germahiya domdar û bê toz hatî berhev kirin. Piştî wê, hemî spindles dê ceribandina hevsengiya dînamîkî bikin da ku pêbaweriya jiyanê û pêbaweriyê piştrast bikin. Ew bi pergala parastina çerxa hewaya tansiyona nizm ve tê stend kirin, hewaya tansiyona nizm di nav cîhê hundurê spindêlê de vedihewîne û qata parastina hewayê pêk tîne da ku pêşî li tozê, sarkerê bigire. spindle. Ji bo vê rewşê, hilgirtina spindle dê di bin hawîrdora gemarî de bixebite, ku dê yekîneya spindle û bi dirêjahiya jiyana spindle biparêze. Leza spindle di nav rêza leza spindle de, ku ji hêla koda hundurê motorê ve tê kontrol kirin ku bi fonksiyona rêgeziya spindle û lêdana hişk ve tê kontrol kirin, nikare bê gav were guheztin.
4.Tool sîstema guhertina
Kapasîteya kovara amûrê ya standard a vê makîneyê 24T ye û li ser stûna alî hatî berhev kirin. Gava ku ew amûr, ajokera plakaya amûrê diguhezîne û ji hêla mekanîzmaya kameraya hobbing a ajokera motorê ve were cîh kirin, piştî ku spindle gihîşte cîhê guheztina amûrê, ATC dê bigihîje guhertina amûrê û çalakiya amûrê bişîne. ATC mekanîzmaya kamerayê hobbing e û pêş-tansiyonê çêdike wê hingê dikare zivirîna leza bilind, ku ji bo guhartina bilez û rast a amûrê çêtir e.
5.Sîstema sarkerê
Makîne bi pompeya sarbûnê ya rijandina serrast a mezin û tanka avê ya kapasîteya mezin ve tê saz kirin. Leza pompeya sarkirinê 2 m³ / h e da ku pê ewle bibe ku sarbûna vezîvirandinê pir zêde ye. Li ser rûyê dawiya qutiya spindle nozzle sarbûnê heye, ku dikare ji bo amûr û perçeyên xebatê sarkerê hewa û avê çêbike. Ji bo paqijkirina makîneyê û perçeyên xebatê bi çeka hewayê ve girêdayî ye.
6.Sîstema pneumatîk
Yekîneya pneumatîk dikare nepakî û şilbûna di çavkaniya gazê de fîltre bike da ku ji zirar û erozyona perçeyên makîneyê dûr bixe. Yekîneya valva solenoidê bernameyê ji hêla PLC-ê ve kontrol dike da ku pê ewle bibe ku kiryarên amûra nelirêkirina spindle, bafûna navenda spindle, amûra girtina spindle û sarkerê hewaya spindle zû û rast têne çêkirin. Her gava ku amûra guheztina spindle, hewaya bi zexta zelal dê ji navenda spindlê bifire da ku qulika hundurê spindlê û çîçeka amûrê paqij bike ji bo hişkbûna zêde ya tevhevkirina bi spindle û amûrê. Ew ê dirêjahiya jiyana spindle berfireh bike.
7.Parastina makîneyê
Em ji bo makîneyê mertalê parastina ewlehiyê ya standard bikar tînin, ku ne tenê dikare şilava sarkerê lê operasyona ewlehiyê jî biparêze. Her rêgez bi mertalê parastinê ve tête stendine da ku pêşî li sarker û perçeya birrîna nav cîhê hundur bigire û xitimandin û erozyona rêwerz û pêça topê kêm bike.
8.Pergala lubrication
Rêvebir û pêça topê bi pergala lubrîkasyona navendî û bi veqetînera rûnê volumetricî di Her girêk de, ku dikare rûnê di mîqdar û demên diyarkirî de peyda bike da ku piştrast bike ku rûyê her slide rûnkirî û çêkirina nizm e. Ew ê rastbûn û dirêjahiya jiyanê ya pêça top û rêwerzê baştir bike.
9.Chip sîstema conveyor
Em cîhaza hilbera çîpê ya standard bi xebata hêsan peyda dikin. Di heman demê de hûn dikarin çîpek veguhêz an celebê hinge hilbijêrin.
| Şanî | Yekbûn | VMC640L | VMC640LH | VMC850L | VMC1000L |
| Worktable | |||||
| Mezinahiya maseya xebatê | mm | 400×900 | 400×900 | 500×1000 | 500×1200 |
| T-slot (N×W×D) | mm | 3×18×100 | 3×18×100 | 5×18×100 | 5×18×100 |
| Gerrîn | |||||
| rêwîtiya eksê X | mm | 640 | 640 | 850 | 1000 |
| rêwîtiya eksê Y | mm | 400 | 400 | 500 | 500 |
| rêwîtiya eksê Z | mm | 400 | 500 | 600 | 600 |
| range Machining | |||||
| Dûrahiya ji navenda spindle ber stûnê | mm | 440 | 476 | 572 | 572 |
| Dûrahiya ji dawiya spindle heta maseya xebatê | mm | 120-520 | 120-620 | 120-720 | 120-720 |
| Pîvana makîneyê | |||||
| L×W×H | mm | 2200×2100×2500 | 2200×2100×2550 | 2540×2320×2780 | 3080×2320×2780 |
| Giraniya makîneyê | |||||
| Max. hilgirtina barkirina maseya xebatê | kg | 350 | 350 | 500 | 600 |
| Giraniya makîneyê | kg | 3900 | 4100 | 5200 | 5600 |
| Spindle | |||||
| Spîndle hole taper | BT40 | BT40 | BT40 | BT40 | |
| Hêza Spindle | kw | 5.5 | 5.5 | 7.5/11 | 7.5/11 |
| Max. leza spindle | rpm | 8000/10000 | 8000/10000 | 8000/10000 | 8000/10000 |
| Feed (ajoka rasterast) | |||||
| Max. leza xwarinê | Mm/min | 10000 | 12000 | 12000 | 12000 |
| Leza xwarina bilez (X/Y/Z) | m/min | 20/20/10 | 30/30/24 | 32/32/30 | 32/32/30 |
| Çêleka topê (pişk + pîvaz) | |||||
| X eksê top screw | 3210 | 3212 | 4016 | 4016 | |
| Screw topê Y eksê | 3210 | 3212 | 4016 | 4016 | |
| Z eksê ball screw | 3210 | 4012 | 4016 | 4016 | |
| Kovara Amûr | |||||
| kapasîteya kovara Tool | T | 16 | 16 | 24 | 24 |
| Dema guhertina amûrê | s | 2.5 | 2.5 | 2.5 | 2.5 |
| Rastbûna pozîsyonê (standard neteweyî) | |||||
| Rastbûna pozîsyonê (X/Y/Z) | mm | 0.008 | 0.008 | 0.008 | 0.008 |
| Rastbûna ji nû ve cihgirtinê (X/Y/Z) | mm | 0.005 | 0.005 | 0.005 | 0.005 |
| NA. | Nav | Nîşan |
| 1 | Sîstema CNC | SÎSTEM Semens 808D |
| 2 | Motora sereke | Tevahiya ajokera Siemens tevî motora servo |
| 3 | X/Y/Z motora eksê, ajokar | Seimes |
| 4 | Ballscrew | Hiwin an PMI (Taywan) |
| 5 | Hilgirtina ballscrew | NSK (Japonya) |
| 6 | rêberên Linear | Hiwin an PMI (Taywan) |
| 7 | Motora Spindle | POSA/ROYAL (Taywan) |
| 8 | Guherkera germê | Taipin/Tongfei (Pêşkêşiya hevbeş) |
| 9 | Parçeyên sereke yên pergala lubrication | Proton (Parsaziya hevpar) |
| 10 | Parçeyên sereke yên pergala pneumatîk | AirTAC (Taywan) |
| 11 | Parçeyên sereke yên pergala elektrîkê | Schneider (Fransa) |
| 12 | Pompa avê | çîn |





